 ɨһɨ���ֻ����
ɨһɨ���ֻ����
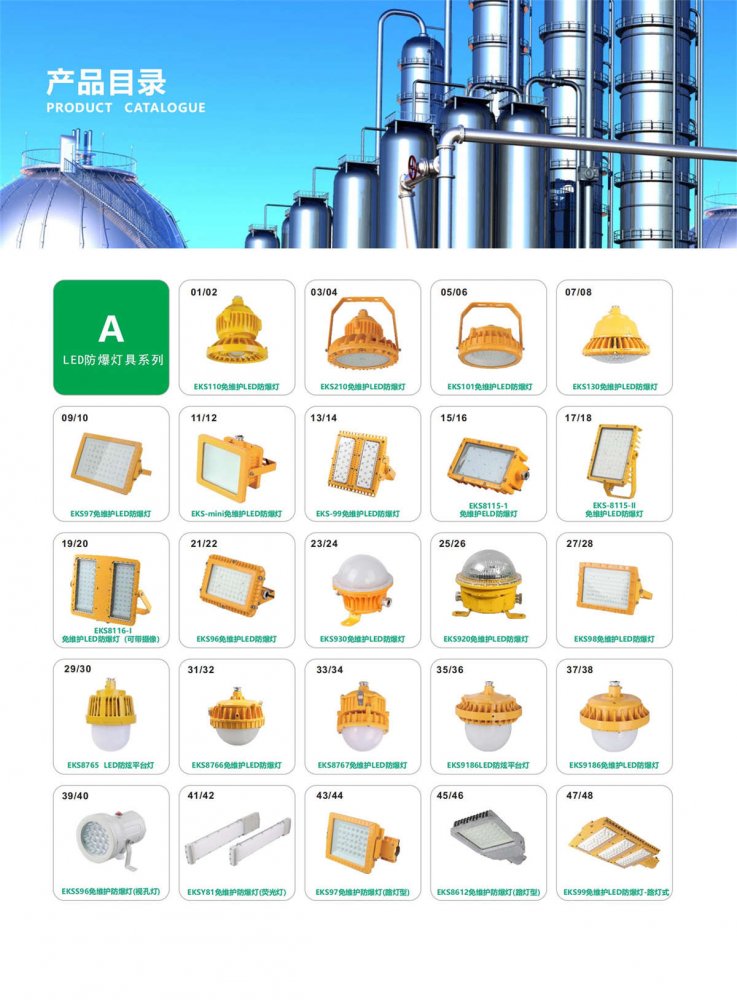
- ��������
�ߵ�ѹ���ع����ṹ
2013-12-10 08:48:47 ��Դ��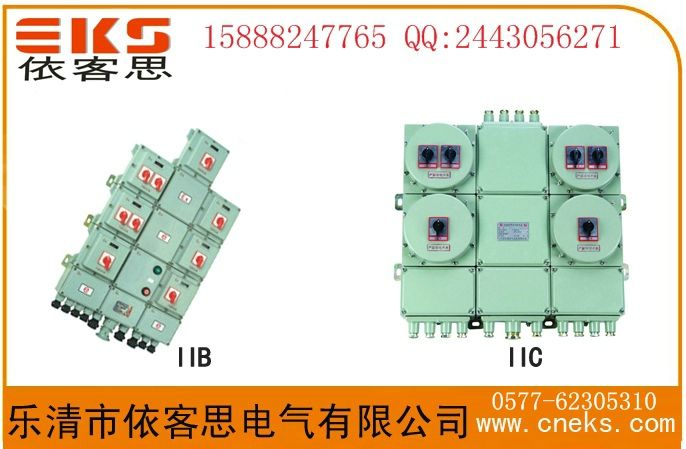
�ߵ�ѹ���ع����ṹ�ǵ�ѹ���ع���ϻ�������˹������칤�վͳ��˻����Ļ�������Ϊ��������Ҫ�����������Ԫ����Ϲ�������������ʽ��ͳһ����ϵı������ܵķ���ȣ�����Ҫ�������Ĺ���Ҫ�����̿ɿ����������ۡ��������ȣ������ڹ���ṹҪ��һ���Լ����쵥λ�ӹ��ֶβ�һ�����ǵ����칤�վͲ���ǿ����ȫһ�¡���������Ҳ���ڴ��ձ�����ĽϹؼ��Ĺ����ص㣬�ֽ���Щ�ص��Ϲ���ṹѡ����Щ��Ҫ���ܡ�
����ṹ�����ص�
���ڹ���ṹ���乤�մ��¿��Դ�:�ṹ��ʽ�����ӷ�ʽ������ȡ�ĵȷ���������֡�
�ӽṹ��ʽ�Ϸ�
1���̶�ʽ�������������Ԫ���ɿ��ع̶��ڹ�����ȷ����λ�á���������һ��Ϊ�����壬����ʽ����ʽ�ȣ�Ҳ����̨����̨ʽ�ȡ����ֹ��е���,Ҳ�����С�
Ϊ�˱�֤������λ�ߴ磬������ȡ�������ֲ���Ϸ�ʽ��һ�����������Ƭ���������࣬Ȼ������ɹ���,������������Ҫ��,��˳�����ӹ����ڸ�֧������ɹ������ߵ�������ȱ�����ȷ������ȡ��ֵ�������ܱ�֤�����漸�γߴ磬�Ӷ���֤��������Ҫ���ڹ���������,����������Ҫ���м䲻����¡����������Ӱ�װ�Ƕȿ���,���治�����������������а�װ�У��ػ�ƽ�����Ⱦ���������ƽ���Ⱥ��屾������һ������������Ҫ�������������ֵ������Ҫ��ɲ�ֵ���ۣ���Ϊ��ֵ���۽���ɹ������,Ӱ��ĸ�����ἰ���������װ��λ��Ӧ�����У�����Ӱ�������������������ʱ���õػ�*�ߵ�Ϊ��װ�ο��㣬Ȼ����������,�ڵ���ƽ���Ƚ����벢��Ԥ��������,Ҳ�ɲ�ȡ���м����������ŷ�ʽ��ʹ���۲�ֵ������Ϊ�����ڵ���,����������ۣ�������ȹ��ȡ��ֵ������ĸ����������������Ժ�����Ҫ��Ӧ��������,�������������λ�ߴ�Ҫ�Զ��ͻ������ϴ�Ĺ�������ʱӦ��ֿ����ù�װ�оߣ��Ա�֤�ṹ����ȷͳһ���оߵĻ�����ȡ����Ϊ�ף��о��еĸ���λ�鲼���Թ���ȡ������Ϊ�����ڹ�������ŵ�����������Ͱ�װ��Ӱ�죬һ���ڰ�װʱ����ͳһ������
2�����ʽ�����ʽ���ɹ̶��Ĺ����װ�п��ص���Ҫ����Ԫ���Ŀ���װ�ò�����ɣ����Ʋ����ƻ�ʱҪ��㣬�����λҪ�ɿ���������ͬ���ͺ��ij����ܿɿ����������ʽ�еĹ��岿�ּӹ����������̶�ʽ�й������ơ������ڻ���Ҫ����ľ��ȱ�����ߣ��ṹ����ز���Ҫ���㹻�ĵ����������ڿ���װ�ò��֣�Ҫ�����ƻ�����Ҫ�ɿ��س�װ��ҪԪ��������Ҫ�нϸߵĻ�еǿ�Ⱥͽϸߵľ��ȣ�����ز��ֻ�Ҫ���㹻�ĵ�������
3���������ʽ��ѹ��Ĺ����ص��ǣ�
��1���̶��Ϳ���������Ҫ��ͳһ�IJο�����
��2����ز��ֱ��������*��λ�ã�����ʱӦ��ר�õı���װ,����������ͱ����룻
��3���ؼ��ߴ�����ܳ��
��4����ͬ���ͺ��ij��뻥����Ҫ�ɿ���
�����ӷ�ʽ�Ϸ�
1������ʽ�������ŵ��Ǽӹ����㡢��̿ɿ���ȱ���������ױ��Ρ��ѵ�����Ƿ���ۣ����ҹ���һ�㲻��Ԥ�ơ����⣬�Ժ��Ӽо���һ����Ҫ�ٸ��Ժá������ܹ�������Ӱ�죻�����γߴ��Դ��ڹ�������ߴ磬�ɵ�����������Ӱ�죻��ƽ�������ס��������,�������ٿ�ת������������𣻢�Ϊ��ֹ��ʴ�����ڼ�������Ҫѡ��ù���֧�֣�֧�ֻ�Ҫ���÷���ʴ�����
����������������Ǻ���ʱ���ں��Ӵ����ȷ�������,��ѹ������λ��,��ȴ���ܸ�λ��������Ӧ�����¡�Ϊ�˿˷�����Ӱ��,���뿼�����ι��ա����εķ���һ���У���ͨ������Ԥ������η�Χ���ں���ǰǿ�ȹ����������,���ں���ﵽԤ���ߴ�;�ں����ù��������������ۻ���ѹ���Ӻ�����������֣����õ�Ӧ��ƽ�⣻�ܼ��Ⱥ��Ӻ����������,�ﵽ�뺸�Ӵ�ͬ��������Ŀ�ģ��ݱ�Ҫʱ�Թ������������ȴ��������⣬���ӵ�ѡ���������Ӵ��㺸��λ�Ժ������������һ����Ӱ��,�紦���õ��ɼ��ٱ��Σ�����Ҫ�Ӿ������������
�����·��� -






-
��Ʒ����
�� ��
-
��Ʒ����
-
����������
- ����������
- ��������
- ����������
- ���������
- ����������
- ����������
- �������ѹ�������
- ����������
- ����������
- ����������
- ������������
- �����DZ���
- ��������
- ������·��
- �������������
- ������ѹ��
- ������ˮ����������
- ��ʽ˫���Ų���������
- ��ˮ������
- ��������Դ��
- �����ͷ����������
- ���������䣨�������̣�
- BSZ2010����ʯӢ��
- ������͡
- ����������
- ��������ϵ��
- ������ѹ��
-
����������
-
��ˮ����������
-
�����ܼ���
-
�ƶ���������
-
�����������������
-
����LED����
-
�������װ��
-
����������
-
����Ӧ����������ɢָʾϵͳ
-
���������ͷ���
-