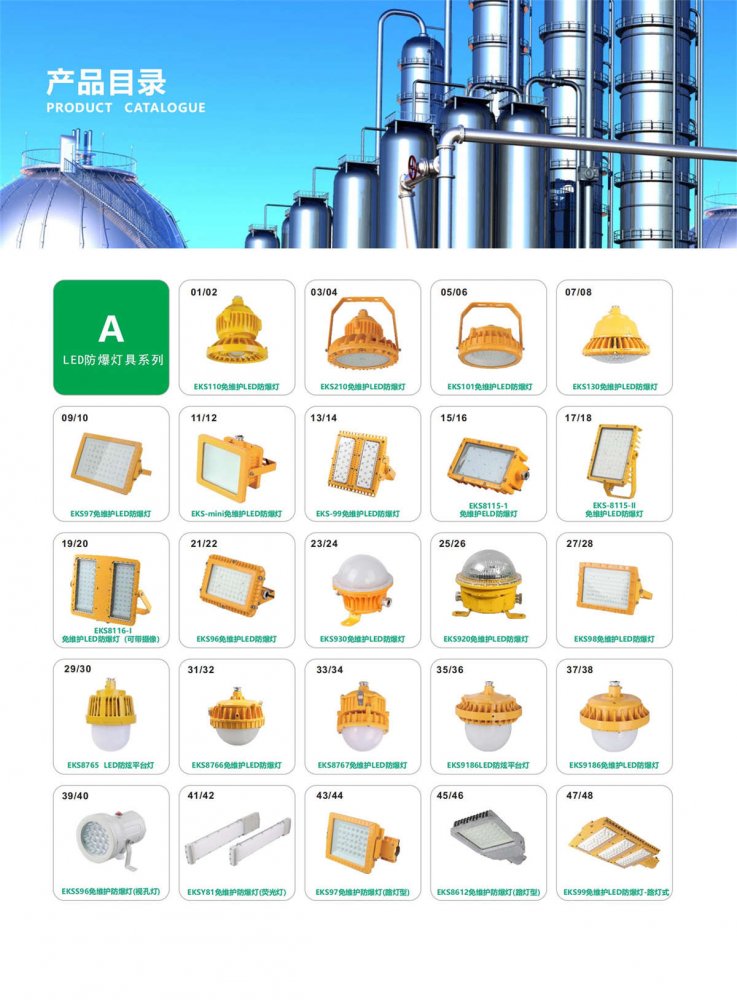
| | �ӹ��������� | | �������100 A | | ��·�غϵ�����10 KA | |
| | ��������ȼ���IP54 | | ���γߴ���900*600*280 mm | | ��Dz�����Q235���� | |
| | �ͺ���900*600*280 | | | | | |
��Q235���ӷ��������䡿��900*600*280�����䡿
�ֹܺ������ӵķ�������Щ
�ֹܵĺ��������ǹܵ����ӵ���Ҫ��ʽ�����õĺ������������ֹ��绡�����ֹ�벻��������Զ�������ʩ���ֳ�����̼�ظֹܵ���*���õ����������ֹ��绡����
��ҵ�ܵ�����Ӧִ��GB 50236 1998���ֳ��豸����ҵ�ܵ����ӹ���ʩ�������չ淶���Ĺ涨��
�纸�����ǿ�ȱ������ĸߣ����ұ��������ã����Ӧ���Ȳ��õ纸���ӡ��ֹ�����һ��ֻ�����ڹ���ͨ��С��80mm���ں�С��4mm�Ĺ��ӣ������������ƣ����õ纸ʩ��������ʱ��Ҳ�������ֹ��������ӹ���ͨ������80ram�Ĺ��ӡ�
�ں����4mm�Ĺ��ӶԺ�ʱ������Ӧ���¿ڡ��ں�ͬ�Ĺ��ӶԺ�ʱ�����ܱں��֮��ô��ڹܱں�ȵ�l5���������ó���3mm���糬�������涨��Ӧ�Աں�ϴ�Ĺ��Ӷ�ͷ�����ʵ��ӹ���ʹ�ܱ�ƽ�ȵع���.
ʹ�÷���
1�����ݹ����ֳ���ʵ��������Ҫ,ȷ���ƾߵİ�װλ�úͷ�ʽ,Ȼ�ƾߵ�220V��Դ�ӵ�ľ��뱸����Ӧ���ȵ���о������(����øֹܲ�������о����������ֹ����ƾ߰�װ��)��
2����ж�½���ǻ�ϵĹ̶��ݶ�,�γ����ߺеĽ��߲���;�Ӱ�װ����ȡ���ܷ�Ȧ�ͽ�ͷ(�������ݶ�),�����������;Ȼ����о�����ߵ�һ�˷ֱ������ڵı�ʶ"L"��"N"�ͽӵش�,��ѹ�߿�ѹ�����º�,���ý����ݶ��̶���,Ȼ��š����ͷ,ѹ���ܷ�Ȧ,���Ӳ���š�������ݶ���
3������2���IJ�������ֹ�,�Ӳ���װ�Ͻ����ݶ�����,�ٽ������ؽ��ߺеĵ���װ��,Ȼ��š������ϵ��ݶ���
4��*�����о�����ߵ���һ�˰����������Ҫ���ͨ220V��Դ��
5����������ʱ,���жϵ�Դ,Ȼ���������ǰ���ж�¿����ϵĽ����ݶ�,�ô���˿���������������ɵƸ�6Ȧ,������С�Ľ��Ƹǻ���ж��,���¾ɵ��ݻ����µ��ݡ�
 ɨһɨ���ֻ����
ɨһɨ���ֻ����