 ɨһɨ���ֻ����
ɨһɨ���ֻ����


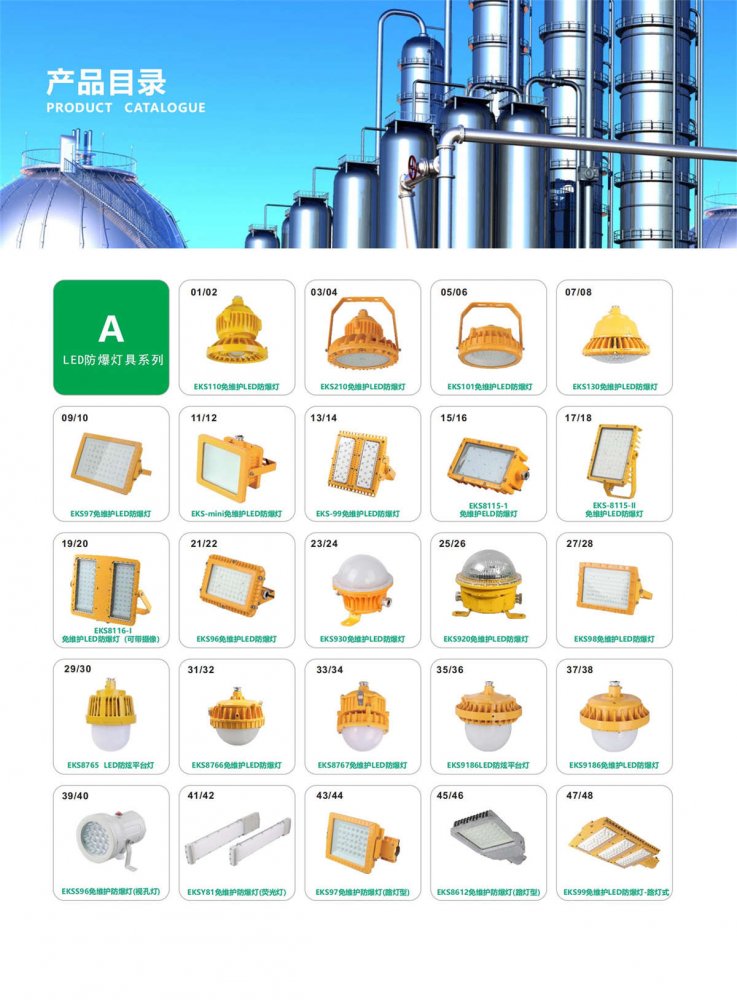
- �����Ƹˣ���ˡ�·�Ƹˣ������������������������
��ϸ��Ϣ
Ʒ��������˼ �������Ƹ� �ӹ��������� ��Դ������LED ��Դ������100 W ��ѹ��220 V �ͺ��������Ƹ�
�Ƹ���Ҫ��������һ�� �Ƹ������������̣�
��1������→��2������→��3������→��4������ĥ→��5������→��6����ͷ→��7��װ�װ�→��8�����װ�→��9������→��10����������������������→��11�����→��12����п→��13������→��14���ܼ�→��15������
����������Ҫ���
1.���ϼ���
1.1����ǰ���ȵ����ò�������б���������ݼ����������
1.2���øְ�ڷ�λ�ã���֤���ϵ�***��ߴ磬ʹ���������á�
1.3���ȳߴ��ɿ�ƽʱ��֤�����׳ߴ�Ҫ��≤±2mm�߸����ϳߴ繫��ÿ�ڸ˴�ͷȡ�����һ�㣺0-2m��Сͷȡ�����-2-0mm�ߴ�������Ժ��ɲõ������Զ��и����ɡ�
1.4�豸���棺����Ӧ�������豸������������������ϵ���������豸����������״̬
2.����
�����ǵƸ�������***�ؼ���һ����������ĺû���ֱ��Ӱ��Ƹ˵���������������κ������ġ�����ע�����£�2.1����ǰ������������ϵĸ�������֤����ʱ����ѹ��ģ�ߡ�2.2�����ϵij��ȡ����Ⱥ�ֱ�ȣ���ֱ��≤1��1000���粻ֱ�ȴﵽҪ���������ر��Ƕ���θ�һ��Ҫ��֤��ֱ�ȡ�2.3���������������ȣ�ȷ�����ϰڷ�λ�á�2.4�ڰ�������ȷ���ߣ���≤±1mm��2.5��ȷ���ߣ���ȷ���䣬ʹ�ܷ�ﵽ***С��ͬʱ�����߸ߵײ�����5mm��
3.����
����ʱ�������Ĺܷ����ֱ�캸�ӡ����ǰ��Զ����ӣ���Ҫ�Ǻ���Ӧ�н϶�������ԣ�����ʱӦ��ʱ�������ӵ�λ�ã���֤����ֱ�߶ȡ�
4.����ĥ
����ĥ�Ƕ��Զ����Ӻ�Ĺ���ȱ�ݽ�����������ԱӦ�������飬������ȱ�ݵĵط����в���������ɺ��ٽ�����ĥ����ĥ�ĽӴ����Զ����������ͬ��
5.����
���ι�������Ƹ˵ĵ�ֱ��������ͷ����Բ������ζԽ��߳ߴ磬һ�㹫���±2mm������ֱ�߶���������≤±1.5��1000��
6.��ͷ
��ͷ�����ǰ���ɵĹ���������ƽ����֤�ܿ��������ߴ�ֱ�������ڽǶȼ��߶Ȳ�ƽ��ͬʱ��ƽ���ж���ĥ�⡣
7.װ�װ�
�㺸�����ͽ�壬�ؼ��DZ�֤�������ֱ�����ߴ�ֱ������������ֱ��ͬʱ���ֱĸ��ƽ�ߡ�
8.�����������
����Ҫ����չ��ұ��ĺ��ӹ��գ���֤�����������ӷ�Ҫ���ۣ�û�����ס�������
9.����
�������ڹ��������У����뵨����ϸ��1������Ҫ����ͼֽȷ���ŵķ���Ȼ����ͼֽ�ߴ綨λ���ߴ���������¡����ң����ſ�ߴ��С���������и�ʱҪ��ϸ����֤���һֱ�ߣ�ͬʱ���µ��Ű���Ƹ�����õ纸���֡�
10.��������������������
������ʱ20mm�������������8-10mmλ�÷��£��ر��ǵ㺸ʱ����Ӧ�����Ƹˣ�����Ҫ�ι̡�������������������Ҫ�ǰ���ͼֽ����λ�ã������������м䣬���≤±2mm����������ˮƽ�����ܳ����Ƹˡ�
11.���
��湤���뿪������ͬ���ʣ�Ӧ�õ�����ϸ������ע���ŵķ��ڶ�ע������㣬�����Ʋ�Ƕȣ�ǣ���ٶȲ��ܺ��������ȷ�ٳ�Ʒ��100%��
12.��п
��п�û�ֱ��Ӱ��Ƹ˵���������пҪ���ұ�ִ�ж�п���ƺ����⻬����ɫ����������ң��������صĵƸ˱��������·��ơ�
13.����
���ܵ�Ŀ����һ��Ϊ�����ۣ�����Ϊ�˷���ʴ13.1��ĥ������п�˱�������ɰ��ĥƽ����֤�Ƹ˱���⻬��ƽ����13.2��ֱ������ĥ��ĵƸ�Уֱ�����ε����Σ��Ƹ˲�ֱ�ȱ���ﵽ1��1000���ھ�Ҫ��С��≤±1mm���߸�≤±2mm��13.3װ�Ű�13.3.1�������Ű���ж�п��Ĵ���������������п��©п�������еĴ�п��13.3.2����˿��ʱ����������Ű崹ֱ���Ű����ܼ�϶��ȣ��Ű�ƽ����13.3.3��˿�̶����Ű岻�����ɶ������������ι��Է�����;�����䡣13.3.4���ܷۣ���װ���ŵĵƸ˽��緿�����������ƻ���Ҫ���ܷ���ɫ���ܣ�Ȼ����淿���淿�¶ȼ�����ʱ������ϸ��ܷ�Ҫ���Ա�֤�ܷ۵ĸ��������ȵ�����Ҫ��
14.��������
�ɳ����ʼ�Ա���г������飬��������Ա���밴�յƸ˼������Ŀ������飬����Ա������м�¼ͬʱ�浵���ʼ�Աǩ�ֺɷ�����
15.����������

-
��Ʒ����
�� ��
-
��Ʒ����
-
����������
- ����������
- ��������
- ����������
- ���������
- ����������
- ����������
- �������ѹ�������
- ����������
- ����������
- ����������
- ������������
- �����DZ���
- ��������
- ������·��
- �������������
- ������ѹ��
- ������ˮ����������
- ��ʽ˫���Ų���������
- ��ˮ������
- ��������Դ��
- �����ͷ����������
- ���������䣨�������̣�
- BSZ2010����ʯӢ��
- ������͡
- ����������
- ��������ϵ��
- ������ѹ��
-
����������
-
��ˮ����������
-
�����ܼ���
-
�ƶ���������
-
�����������������
-
����LED����
-
�������װ��
-
����������
-
����Ӧ����������ɢָʾϵͳ
-
���������ͷ���
-